Voit halutessasi valita linsseihin lisäominaisuuksia. Kaikkiin linsseihin ei ole saatavilla esim. sinivalosuojaa.
Sinivalosuoja Sinivalosuoja suodattaa haitallisimmat sinisen valon aallonpituudet vähentäen näyttöjen ja LED-valojen tuottaman sinivalon rasittavaa vaikutusta. Sinivalosuoja voi auttaa helposti kuivuvia silmiä ja ehkäistä silmien rasitusta ruututyössä sekä edesauttaa luonnollista vuorokausirytmiä.
Huurtumaton pinnoite Huurtumaton pinnoite ehkäisee tehokkaasti linssejä sumentumasta esim. siirryttäessä ulkoa sisälle. Huurtumaton pinnoite tekee arjesta sujuvampaa ja turvallisempaa. Huom! Huurtumaton pinnoite ei ole liukaspintainen ja vaatii hoitoa erillisellä aktivointiliinalla.
Saat suljettua tämän ikkunan oikeasta laidasta löytyvällä X-painikkeella tai klikkaamalla ikkunan ulkopuolelle.
Monitehojen näköalueen valitseminen
Monitehoihin on valittavissa kaksi näköaluetta: Hyvä ja Laaja. Näköalueet vaikuttavat moniteholinssien siirtymään kaukoalueelta lähialueelle ja näiden alueiden laajuuteen.
Hyvä-monitehojen näköalue tarjoaa hyvät näköalueet lähelle ja kauas.
Laaja-monitehoissa on parhaat mahdolliset näköalueet lähelle ja kauas. Laajoilla näkeminen on kaikkein mukavinta ja vaivattominta, ja siksi suosittelemme Laajaa näköaluetta kaikille monitehojen käyttäjille. Laajojen monitehojen valmistus sisältää useamman työvaiheen ja siksi ne ovat myös arvokkaammat.
Saat suljettua tämän ikkunan oikeasta laidasta löytyvällä X-painikkeella tai klikkaamalla ikkunan ulkopuolelle.
Ohennuksen valitseminen
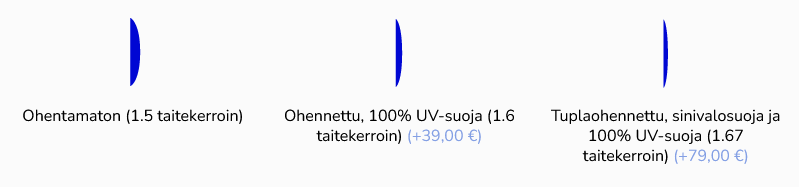
Tarjoamme linssejä ilman ohennusta (1.5 taitekerroin), kertaohennuksella (1.6 taitekerroin ja 100% UV-suoja) ja tuplaohennettuna (1.67 taitekerroin ja 100% UV-suoja).
Suositukset
Linsseihin pienillä voimakkuuksilla (-2.0 - 4.5 ja +2.0 - +4.0) suosittelemme ohennettua (1.6 taitekerroin) tai ohentamatonta linssiä.
Tuplaohennus on suositeltava voimakkuuksilla (-4.0 - 7.0 tai +3.5 - +5.5)
Kerta- ja tuplaohennetut linssit ovat kevyempiä ja ohuempia, ja lisäksi ohennetuissa linsseissä on 100 % UV-suoja. Tuplaohennettu linssi ei ole kuitenkaan optisesti parempi kuin kertaohennettu. Suosittelemme siis valitsemaan ohennuksen voimakkuuksiesi mukaan.
Jos sinulla on isommat silmälasivoimakkuudet kuin edellä on mainittu, ota yhteyttä asiakaspalveluumme.
Saat suljettua tämän ikkunan oikeasta laidasta löytyvällä X-painikkeella tai klikkaamalla ikkunan ulkopuolelle.
Linssien värit
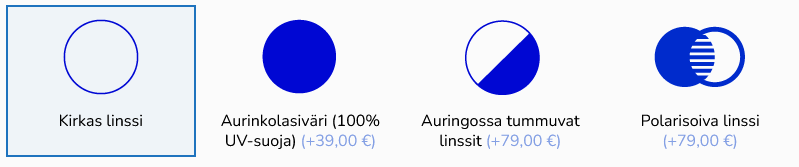
Voit valita linssit kirkkaina tai sävytettyinä.
Kirkas linssi: normaalit kirkkaat silmälasilinssit ilman sävyä.
Aurinkolasiväri: sävytetyt aurinkolasilinssit.
Auringossa tummuvat linssit: sävytetyt auringossa tummuvat linssit eli ns. fotokromaattiset linssit.
Saat suljettua tämän ikkunan oikeasta laidasta löytyvällä X-painikkeella tai klikkaamalla ikkunan ulkopuolelle.
Silmäteräväli eli PD- tai KV-arvo
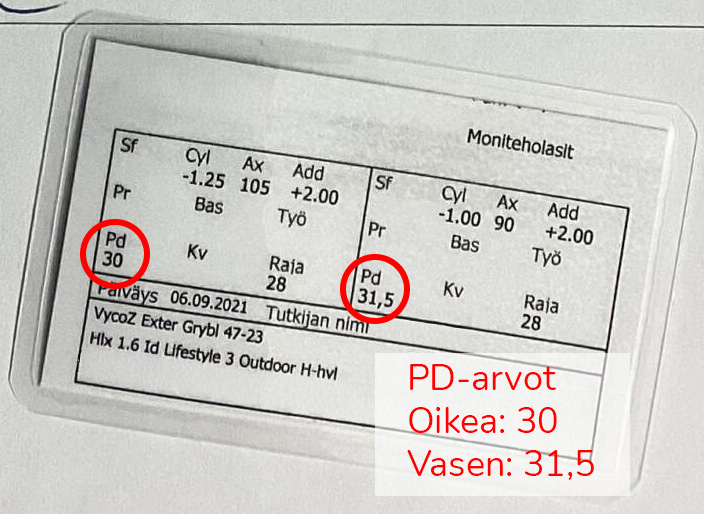
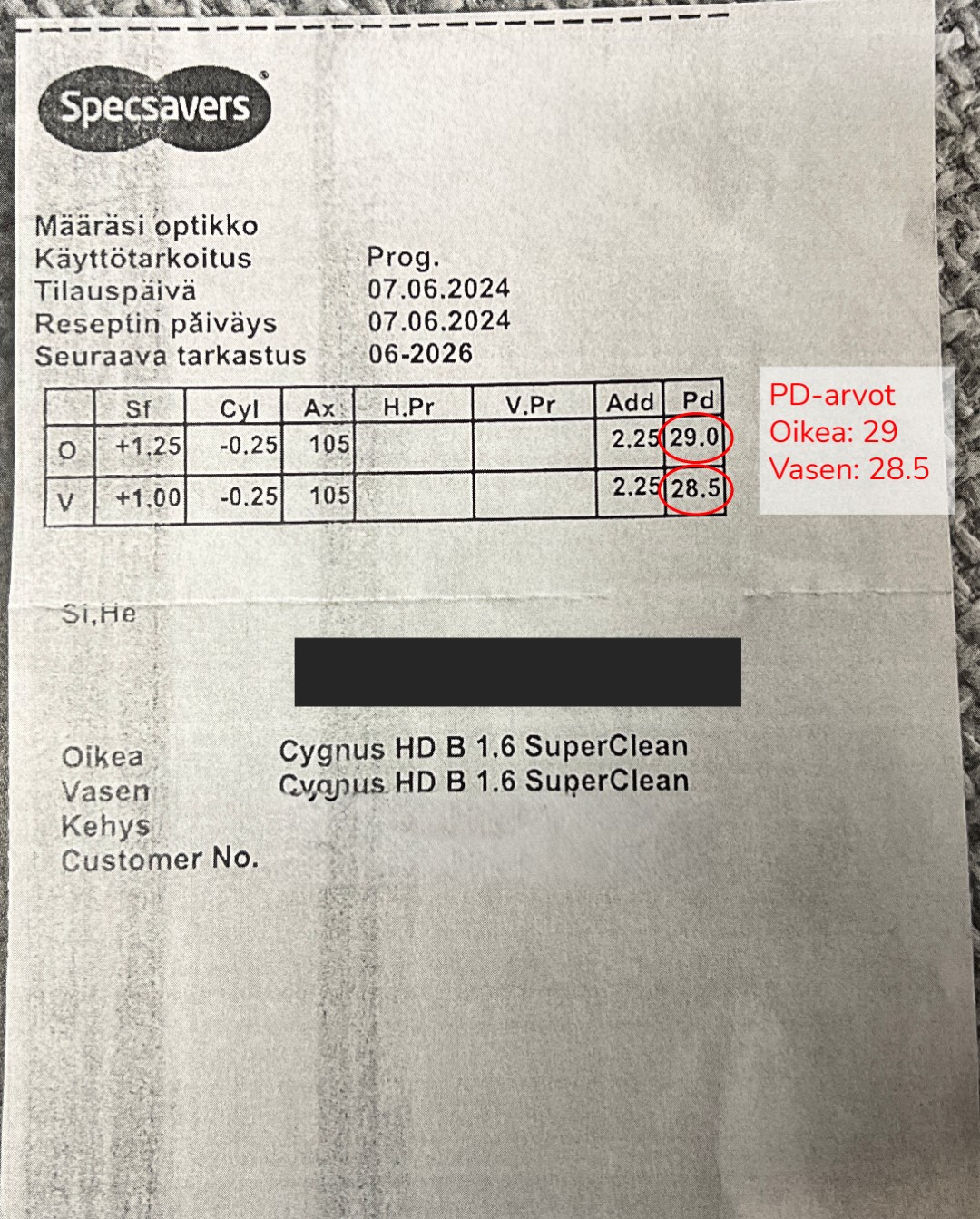
Mistä löydän PD-arvon?
Katso arvo aiempien silmälasiesi mukana tulleesta silmälasikortista.
Pyydä pd-arvo näöntarkastuksen tehneeltä optikolta tai lääkäriltä.
Kysy arvo optikkoliikkeestä, josta olet hankkinut aikaisemmat lasisi, heillä on tietosi usein tallella.
Käy mittauttamassa PD-arvosi optikkoliikkeessä. Mittaus on yleensä ilmainen ja vie vain muutaman minuutin.
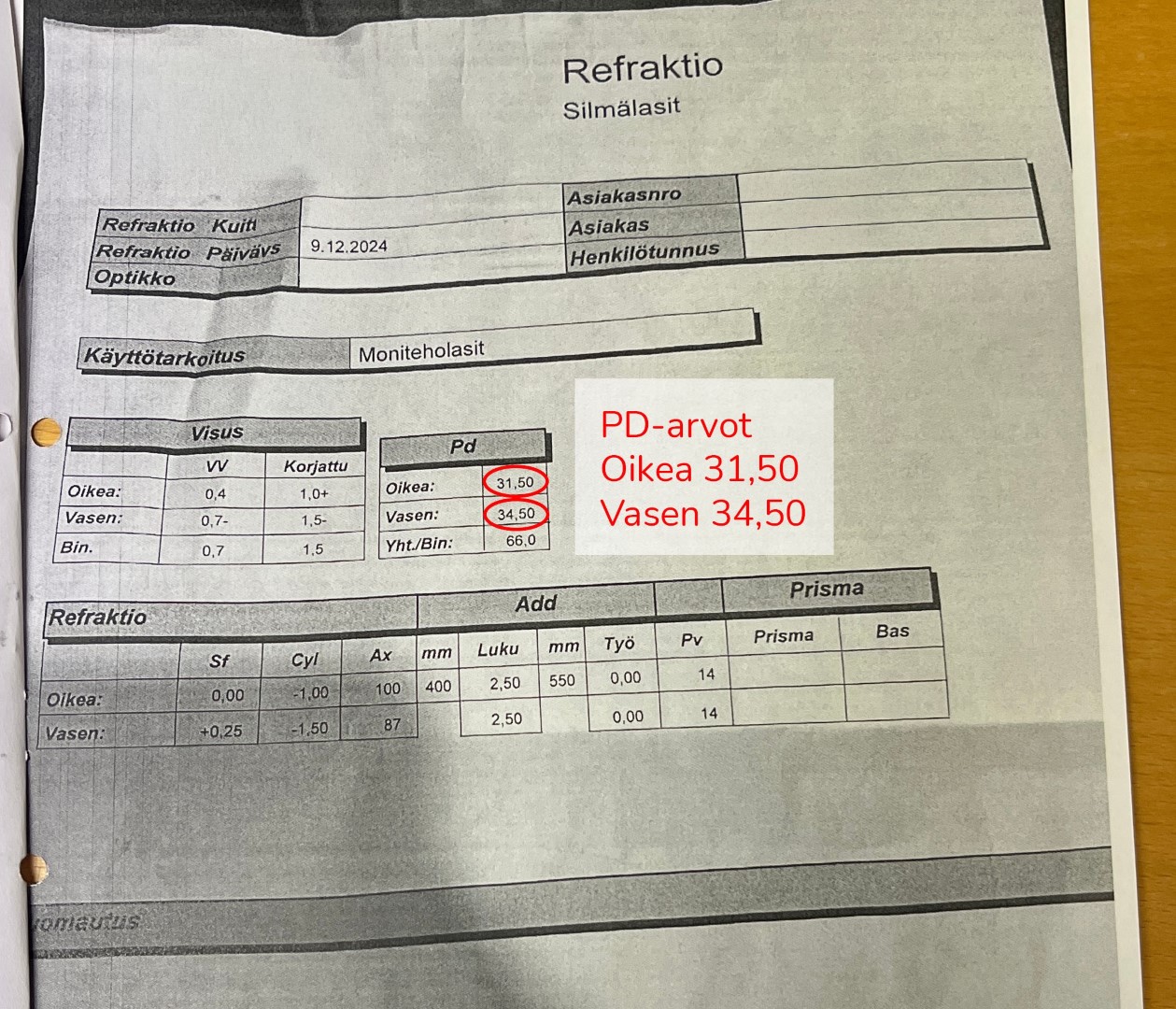
Esimerkkejä PD-arvoista silmälasikorteissa:
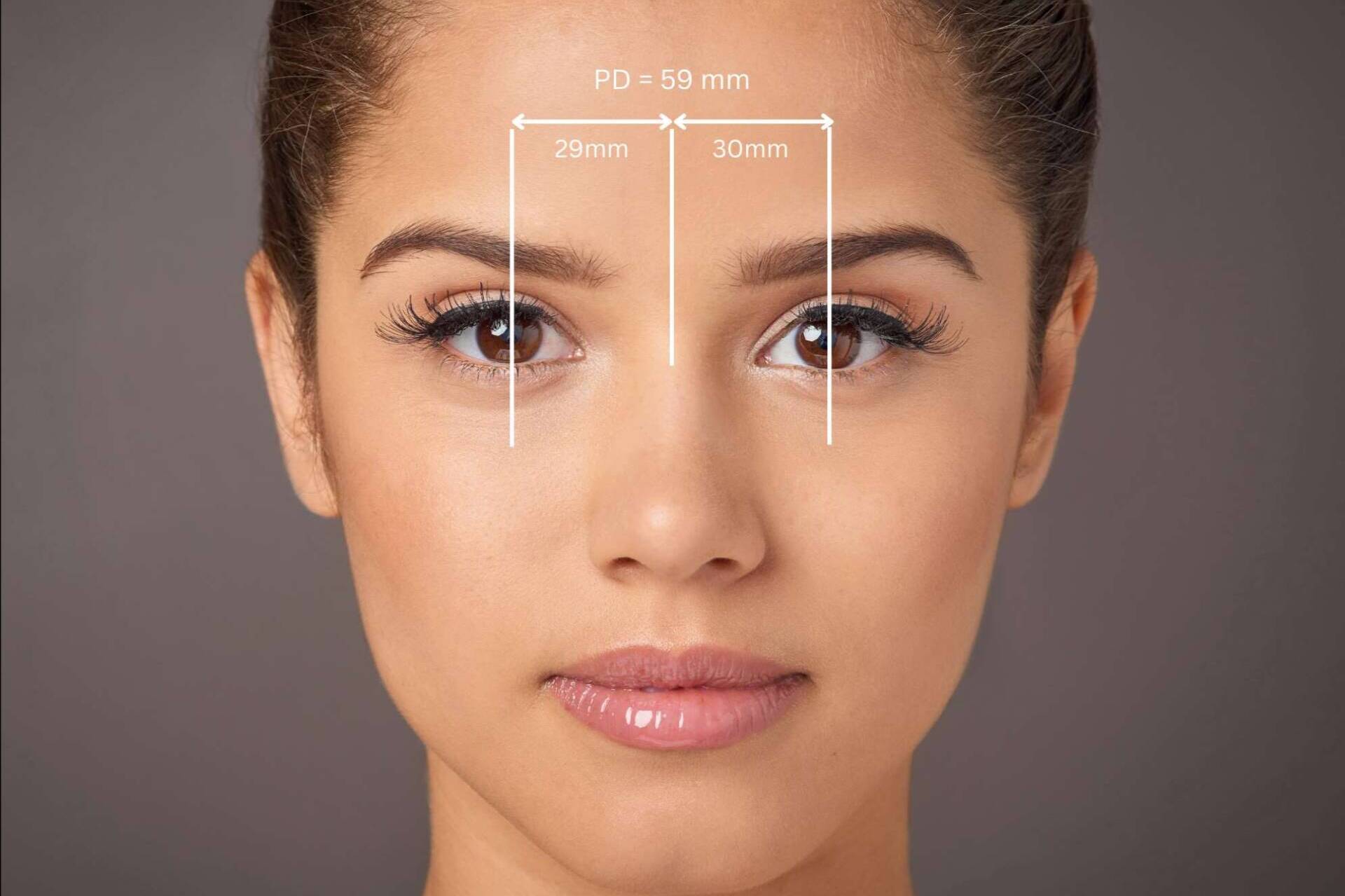
Mikä on PD-arvo
PD-arvo (tai KV-arvo) kertoo pupillien etäisyyden toisistaan. Aikuisilla PD-arvot ovat yleensä välillä 27-37mm. PD-arvon perusteella määritetään linssien optinen keskipiste.
Saat suljettua tämän ikkunan oikeasta laidasta löytyvällä X-painikkeella tai klikkaamalla ikkunan ulkopuolelle.
Millaiset kehykset voidaan linssittää?
Linssittämiseen sopivat kehykset:
Kaikki tavanomaiset hyväkuntoiset käytetyt ja uudet muovi- ja metallikehykset, joissa on linssit paikallaan.
Alla esimerkkejä kehyksistä, joihin olemme tehneet uudet linssit (voit klikata kuvaa suuremmaksi).
Kehykset joita ei voida linssittää:
Valmiit luku- ja aurinkolasit sekä edulliset asusteeksi tarkoitetut kehykset eivät sovellu linssitettäviksi. Valmislaseilla tarkoitetaan esim. kaupoissa myytäviä luku- ja aurinkolaseja. Valmislasien kehykset ovat usein niin heikkolaatuisia, etteivät ne kestä uusien linssien asennusta.
Siimakehykset/nylor-kehykset, joissa kehyksen alaosa on korvattu nailonlangalla.
Kehyksettömät kehykset (ns. hengettömät), joissa linssien ympärillä ei ole lainkaan kehyksiä.
Erittäin kaarevat kehykset (yleensä urheilulasit) eivät sovellu linssitettäviksi.
Puukehykset ja älylasit
Jos olet epävarma onko kehyksesi sopiva linssittämiseen voit lähettää kuvan asiakaspalvelumme arvioitavaksi.
Alla esimerkkikuvat siimakehyksistä ja kehyksettömistä laseista.
Kehyksettömät kehykset (ns. hengettömät kehykset)
Siimakehykset (nylor-lasit)
Saat suljettua tämän ikkunan oikeasta laidasta löytyvällä X-painikkeella tai klikkaamalla ikkunan ulkopuolelle.
Näin teet tilauksen
Tuotesivulla
Valitse linsseihin haluamasi näköalueet (hyvä tai laaja), ohennus, väri ja lisäominaisuudet. Valinnat tehdään klikkaamalla jokaisen vaiheen kohdalla olevia kuvakkeita ja painamalla "Jatka".
Valitse ilmoitatko linssiesi voimakkuustiedot heti syöttämällä ne itse vai jälkikäteen sähköisellä lomakkeella. Voit myös liittää tilaukseen kuvan silmälasimääräyksestäsi, jolloin me täytämme tiedot puolestasi. Sinun tulee ilmoittaa myös pupilliesi etäisyys toisistaan eli PD-arvo (tai KV-arvo).
Paina lopuksi "Lisää ostoskoriin" ja maksa tilaus Kassa-sivulla.
Tilauksen jälkeen
Postitamme sinulle kuoren silmälasien lähetystä varten. Laita lasisi kovassa kotelossa kuoreen ja vie kuori valitsemasi kuljetuspalvelun toimipisteeseen (Posti tai Matkahuolto). Älä vie kuorta pakettiautomaattiin. Toimitusmaksu on jo maksettu. Jätä vanhat linssit laseihisi.
Ilmoitamme sinulle kun lasisi ovat saapuneet meille. Teemme kehyksillesi kuntotarkastuksen ja irroitamme vanhat linssisi.
Teemme sinulle uudet linssit ilmoittamiesi voimakkuuksien perusteella ja kiinnitämme uudet linssit kehyksiisi.
Postitamme lasisi uusine linsseineen sinulle ja lähetämme sähköpostitse seurantakoodin lähetyksen seuraamista varten. Saat myös vanhat linssisi paketin mukana takaisin.
Saat suljettua tämän ikkunan oikeasta ylälaidasta löytyvällä X-painikkeella tai klikkaamalla ikkunan ulkopuolelle.
Näin teet tilauksen
Tuotesivulla
Valitse ensin linssien tyyppi (kaukolasit tai monitehot). Tämän jälkeen valitse haluamasi näköalueet (vain monitehoissa), ohennus, väri ja lisäominaisuudet. Valinnat tehdään klikkaamalla jokaisen vaiheen kohdalla olevia kuvakkeita ja painamalla "Jatka".
Valitse ilmoitatko linssiesi voimakkuustiedot heti syöttämällä ne itse vai jälkikäteen sähköisellä lomakkeella. Voit myös liittää tilaukseen kuvan silmälasimääräyksestäsi, jolloin me täytämme tiedot puolestasi. Sinun tulee ilmoittaa myös pupilliesi etäisyys toisistaan eli PD-arvo (tai KV-arvo).
Paina lopuksi "Lisää ostoskoriin" ja maksa tilaus Kassa-sivulla.
Tilauksen jälkeen
Postitamme sinulle kuoren silmälasien lähetystä varten. Laita lasisi kovassa kotelossa kuoreen ja vie kuori valitsemasi kuljetuspalvelun toimipisteeseen (Posti tai Matkahuolto). Älä vie kuorta pakettiautomaattiin. Toimitusmaksu on jo maksettu. Jätä vanhat linssit laseihisi.
Ilmoitamme sinulle kun lasisi ovat saapuneet meille. Teemme kehyksillesi kuntotarkastuksen ja irroitamme vanhat linssisi.
Teemme sinulle uudet linssit ilmoittamiesi voimakkuuksien perusteella ja kiinnitämme uudet linssit kehyksiisi.
Postitamme lasisi uusine linsseineen sinulle ja lähetämme sähköpostitse seurantakoodin lähetyksen seuraamista varten. Saat myös vanhat linssisi paketin mukana takaisin.
Saat suljettua tämän ikkunan oikeasta laidasta löytyvällä X-painikkeella tai klikkaamalla ikkunan ulkopuolelle.
Näin teet tilauksen
Tuotesivulla
Valitse linsseihin ohennus, väri ja lisäominaisuudet. Valinnat tehdään klikkaamalla jokaisen vaiheen kohdalla olevia kuvakkeita ja painamalla "Jatka".
Valitse viimeisessä vaiheesssa ilmoitatko linssiesi voimakkuustiedot heti syöttämällä ne itse vai jälkikäteen sähköisellä lomakkeella. Voit myös liittää tilaukseen kuvan silmälasimääräyksestäsi, jolloin me täytämme tiedot puolestasi. Sinun tulee myös ilmoittaa pupilliesi etäisyys toisistaan eli PD-arvo (tai KV-arvo).
Paina lopuksi "Lisää ostoskoriin" ja maksa tilaus Kassa-sivulla.
Tilauksen jälkeen
Postitamme sinulle kuoren silmälasien lähetystä varten. Laita lasisi kovassa kotelossa kuoreen ja vie kuori valitsemasi kuljetuspalvelun toimipisteeseen (Posti tai Matkahuolto). Älä vie kuorta pakettiautomaattiin. Toimitusmaksu on jo maksettu. Jätä vanhat linssit laseihisi.
Ilmoitamme sinulle kun lasisi ovat saapuneet meille. Teemme kehyksillesi kuntotarkastuksen ja irroitamme vanhat linssisi.
Teemme sinulle uudet linssit ilmoittamiesi voimakkuuksien perusteella ja kiinnitämme uudet linssit kehyksiisi.
Postitamme lasisi uusine linsseineen sinulle ja lähetämme sähköpostitse seurantakoodin lähetyksen seuraamista varten. Saat myös vanhat linssisi paketin mukana takaisin.
Saat suljettua tämän ikkunan oikeasta ylälaidasta löytyvällä X-painikkeella tai klikkaamalla ikkunan ulkopuolelle.
Silmälasilinssit vaativat huolellisen valmistusprosessin, jossa yhdistyvät huipputeknologia ja tarkka käsityötaito. Jokainen vaihe alkusuunnittelusta lopputarkastukseen on tärkeä, jotta saadaan valmistettua optiset standardit täyttävät silmälasilinssit. Suomen ainoana silmälasilinssihiomona voimme valottaa silmälasilinssien valmistuksen kiehtovaa maailmaa.
Kaikki alkaa asiakkaan näöstä ja optikkoliikkeessä tai silmälääkärillä tehtävästä näöntutkimuksesta. Näkötutkimuksen pohjalta tehdään silmälasimääräys.
Seuraavaksi kerromme yksilöllisten silmälasilinssien valmistusvaiheet. Nämä valmistusvaiheet kuvaavat niin yksilöllisten yksitehojen kuin monitehojenkin valmistusta. Jos linsseihin on valittu värjäys, niin siitä tulee valmistukseen erillinen lisävaiheita.
1. Linssiaihion valinta
Tuotannon ensimmäisessä työvaiheessa työlle valitaan linssireseptin ja -tilauksen mukainen linssiaihio. Linssiaihion valintaan vaikuttavat taitekerroin, voimakkuus ja halutut erityisominaisuudet kuten polarisaatio tai sinivalosuoja.
Linssiaihiot on tänä päivänä valmistettu pääosin erilaisista muovipolymeereista, jotka on kehitetty erityisesti optiikkaa silmälläpitäen. Lasilinssejä valmistetaan nykyään enää pieniä määriä.
2. Etupinnan suojaus
Linssin etupintaa ei työstetä, joten se suojataan teipillä. Etupinnan suojaaminen ei ole teipin ainoa tehtävä, vaan teippi myös parantaa hiontaistukan kiinnittymistä seuraavassa työvaiheessa.
3. Blokkaus
Tässä vaiheessa linssiaihion teipattuun etupintaan kiinnitetään metallinen istukka (ns. blokki), jonka avulla linssiä pystytään työstämään hiontaprosessin eri vaiheissa. Blokki kiinnitetään linssiaihioon laitteessa, joka ensin kääntää blokin oikeaan asentoon, jonka jälkeen linssiaihion ja blokin väliin valutetaan matalassa lämpötilassa sulavaa erikoismetalliseosta.
Blokin asennus linssiaihioonLinssiaihio valmiina hiontaan
4. Hionta (generointi)
Generointivaiheessa linssin takapintaan työstetään haluttu geometria. Linssin geometria määrittää linssin optiset ominaisuudet. Tässä vaiheessa linssi saa sille suunnitellun voimakkuuden ja muut optiikkaan liittyvät ominaisuudet kuten hajataiton korjauksen. Generointi on kaksivaiheinen; ensin leikataan linssin halkaisija oikeaksi ja hiotaan suuri osa linssimateriaalista. Seuraavassa vaiheessa linssin pinta leikataan tarkasti haluttuun muotoon pienellä luonnontimanttiterällä. Leikkuujäte hyödynnetään energiajätteenä.
Nykyaikainen FreeForm-linssi vaatii generaattorilta äärimmäistä tarkkuutta ja siksi generaattori kalibroidaan päivittäin millin sadasosan tarkkuudella. Parhaan työstöjäljen ylläpitämiseksi työkaluja vaihdetaan säännöllisesti. Terän vaihtoa seuraa aina moniosainen kalibrointiprosessi.
5. Kiillotus
Generointivaiheen jälkeen linssin pinta kiillotetaan. Kiillotusvaiheessa linssistä poistetaan enää hyvin vähän materiaalia, vain noin 20 mikrometriä. Kiillotus tapahtuu tietokoneohjatussa laitteessa, jossa pehmeät hiontapinnat hiovat linssin pintaa kiillotusaineen avustamana. Jokaisen linssin tiedot välittyvät kiillotuslaitteelle, jolloin laite valitsee linssille sopivan kiillotusohjelman. Kiillotusohjelma huomioi linssin fyysiset ominaisuudet, kuten materiaalin ja voimakkuuden ja säätää kiillotusprosessia sen mukaisesti. Kiillotukseen vaikuttavat mm. hionnan kesto, työstökulmat ja pyörimisnopeudet.
6. Laserointi
Moniteholinssiin kaiverretaan laser-laitteella merkinnät, joita tarvitaan linssien seuraamiseen tuotannossa, linssien tarkastamisessa, linssien asentamisessa kehykseen ja linssien tunnistamisessa myöhemmin.
7. Blokin irrotus ja linssin pesu
Blokki irrotetaan linssistä, jonka jälkeen blokki ja siihen kiinnittynyt metalliseos käsitellään ja voidaan hyödyntää uudestaan. Linssin etupinnasta poistetaan suojateippi ja linssi pestään.
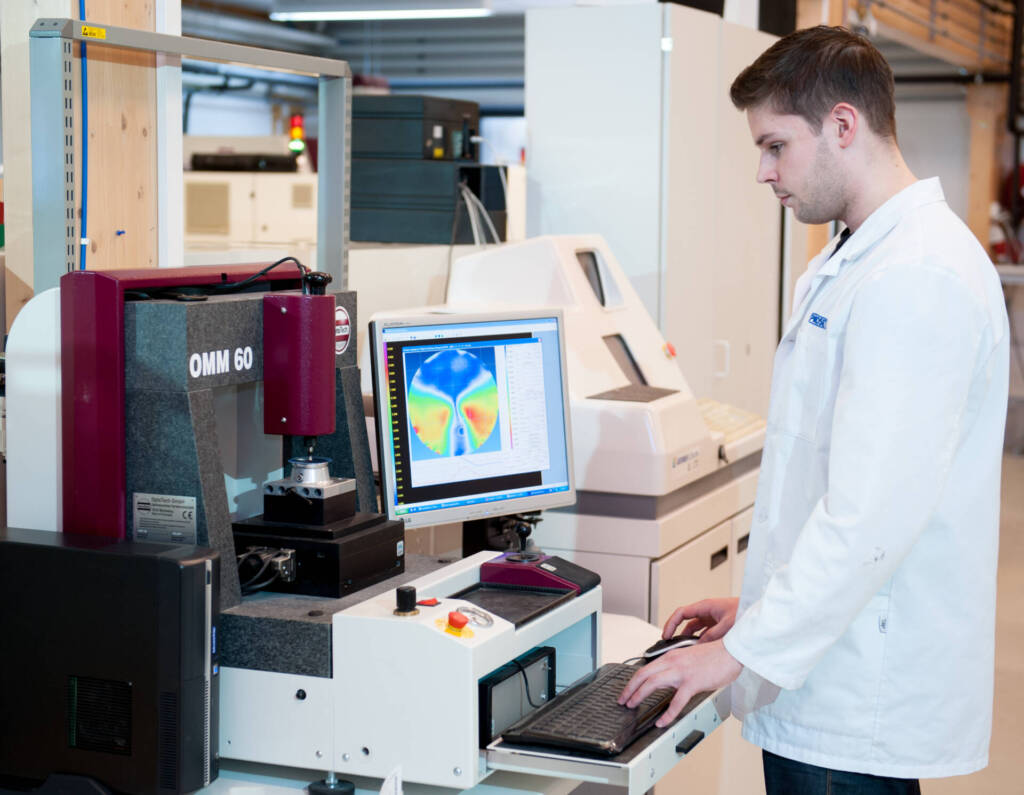
8. Laadunvalvonta
Tässä laaduntarkastusvaiheessa linssit tarkastetaan perusteellisesti. Silmälasilinssit ovat yksilölliseen käyttöön tarkoitettuja lääkinnällisiä laitteita, joten niiden täytyy täyttää tiukat laatuvaatimukset.
Linssien tulee olla kosmeettisesti virheettömiä sekä optisesti laadukkaita. Optinen laatu tarkoittaa, että linssi vastaa reseptin mukaisia vahvuuksia ja valittua linssidesignia. Lisäksi varmistetaan, että linssit täyttävät kehyksen asettamat vaatimukset esimerkiksi paksuuden osalta. Linssien voimakkuuksien tulee olla ISO666 -standardin määrittelemien toleranssien mukaiset.
9. Lisävaihe: värjäys
Mikäli linsseihin halutaan jokin sävy, tehdään se hiontavaiheen jälkeen, ennen pinnoitusta. Linssit värjätään upottamalla ne kuumaan väriaineeseen, jolloin väriaine imeytyy linssimateriaaliin. Linsseihin on mahdollista tehdä joko tasa- tai liukuvärjäys.
10. Kovapinnoitus
Linssien kovapinnoitus
Kovapinnoitus suojaa linssiä naarmuuntumiselta ja tekee pinnasta hieman liukkaamman. Kovapinnoite toimii myös heijastuksenestopinnoitteen vaatimana pohjakerroksena. Noin kahden mikrometrin paksuinen lakkakerros lisätään linssin molemmin puolin erikoisvalmisteisessa pinnoituslaitteessa uppokastamalla. Prosessin alussa linsseille tehdään huolellinen puhdistus, jonka jälkeen ne asetetaan telineisiin, joissa ne kulkevat pinnoituslaitteen läpi. Laitteessa linssit kulkevat monivaiheisen ohjelman läpi, joka on optimoitu pinnoitettavalle linssimateriaalille.
Linssien kovapinnoitus on herkkä prosessi, jossa olosuhteiden hallinta sekä laitteen sisällä että pinnoitushuoneessa on keskeisessä osassa. Tästä syystä kovapinnoitus tehdään erillisessä ylipaineistetussa puhdastilassa. Laadunvarmistus on kovapinnoituksessa erityisen tärkeää, sillä lakan ominaisuudet muuttuvat (ohenteen jatkuvasti haihtuessa), joten lakan lämpötilaa ja ominaisuuksia mitataan ja seurataan jatkuvasti.
Ensimmäisessä kovapinnoitusvaiheessa linssit menevät kolmivaiheiseen ultraäänipesuun ja infrapunakuivauksen jälkeen ne päätyvät lakkausvaiheeseen. Lakkauksessa linssit upotetaan lakkaan, jonka taitekerroin vastaa linssin taitekerrointa. Linssit nostetaan lakka-altaasta tasaisella ja tarkkaan säädetyllä nopeudella, jonka ansiosta lakkakerrokselle saadaan haluttu paksuus.
Lakatut linssit esikuivataan infrapunaelementeillä, jonka jälkeen linssit tarkastetaan ja siirretään erilliseen tarkasti lämpötilasäädeltyyn kuivausuuniin, jossa lakka kovettuu lopullisesti.
Lakan kuivuttua linssit tarkastetaan uudellaan ja siirretään seuraaviin työvaiheisiin.
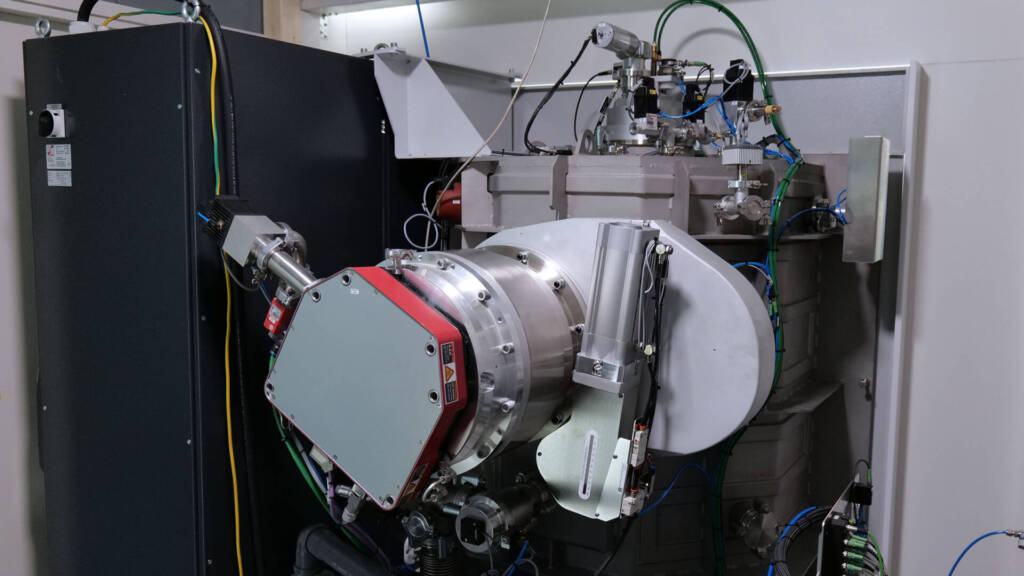
11. Heijastuksenestopinnoitus
Linssejä valmiina heijastuksenestopinnoitukseen.
Heijastuksenestopinnoite on viimeinen linssiin tehtävä pinnoite ja sen tarkoitus on nimensä mukaisesti estää valon heijastumista linssin pinnalta. Heijastuksenestopinnoitteen päällimmäinen kerros on yleensä hydrofobinen, mikä helpottaa linssien puhdistamista merkittävästi. Eri heijastuksenestopinnoitteissa on merkittäviä laatueroja sekä heijastuksenestokyvyssä että pinnan liukkaudessa.
Linssikaupan linssit valmistetaan alan uusinta tekniikkaa hyödyntävällä pinnoitelaitteella käyttäen parasta saatavilla olevaa pinnoitemateriaalia.
Heijastuksenestopinnoite on useiden, vain nanometrien paksuisten, kerrosten kokonaisuus. Linssit pinnoitetaan laitteessa, jonka teräskammioon tehdään voimakas tyhjiö ja valokaaren avulla höyrystetään useita eri materiaaleja linssin pinnalle. Höyrystettävät materiaalit ovat pääsääntöisesti eri metalleja sekä piioksidia eli kvartsia. Linssien pinnalle höyrystettävien materiaalien kerrospaksuutta mitataan kultapäällysteisellä kvartsikiteellä.
Pinnoitelaitteemme tyhjiöpumput hyödyntävät magneettista levitaatiota ja laite on jopa 80 % energiatehokkaampi kuin aiemman sukupolven laitteet.
Reunahionta on työvaihe, jossa linssit leikataan kehykseen sopiviksi. Erimuotoisia ja -tyyppisiä kehyksiä on todella paljon ja siksi on myös erilaisia reunahiontoja. Reunahionnan tekee millimetrin sadasosien tarkkuudella toimiva tietokoneohjattu reunahiontalaite. Reunahionnassa linssin reunaan tehdään myös harjanne eli fasetti, joka auttaa linssiä pysymään kehyksessä.
Reunahionnan jälkeen linssit tarkastetaan jälleen ja kiinnitetään käsityönä kehyksiin.
13. Lopputarkastus
Silmälasien lopputarkastus
Laadun varmistamiseksi kaikki silmälasit kehyksineen ja linsseineen tarkastetaan vielä ennen asiakkaalle lähettämistä. Lopputuloksena silmälasien käyttäjä saa huippulaadukkaat silmälasilinssit, joissa yhdistyy vuosikymmenten kokemus, materiaalitiede, automaatio sekä käsityö.
Kyllä, meidänkin sivumme käyttää evästeitä. Sivujemme toiminnan mahdollistamiseksi käytämme teknologioita, kuten evästeitä, tallentaaksemme anonyymejä laite- ja kävijätietoja. Sopiiko tämä sinulle?
Toiminnalliset
Aina aktiivinen
Tekninen tallennus tai pääsy on ehdottoman välttämätön oikeutettua tarkoitusta varten, joka mahdollistaa tietyn tilaajan tai käyttäjän nimenomaisesti pyytämän palvelun käytön, tai ainoana tarkoituksena on viestinnän välittäminen sähköisen viestintäverkon kautta.
Asetukset
Tekninen tallennus tai pääsy on tarpeen laillisessa tarkoituksessa sellaisten asetusten tallentamiseen, joita tilaaja tai käyttäjä ei ole pyytänyt.
Tilastolliset
The technical storage or access that is used exclusively for statistical purposes.Tekninen tallennus tai pääsy, jota käytetään yksinomaan anonyymeihin tilastollisiin tarkoituksiin. Ilman haastetta, Internet-palveluntarjoajasi vapaaehtoista suostumusta tai kolmannen osapuolen lisätietueita pelkästään tähän tarkoitukseen tallennettuja tai haettuja tietoja ei yleensä voida käyttää tunnistamaan sinua.
Markkinointi
Teknistä tallennustilaa tai pääsyä tarvitaan käyttäjäprofiilien luomiseen mainosten lähettämistä varten tai käyttäjän seuraamiseksi verkkosivustolla tai useilla verkkosivustoilla vastaavia markkinointitarkoituksia varten.





















{kind=link}